FIL émaillé thermo-adhérent
Le fil émaillé thermo-adhérent (fil SB), également appelé fil magnétique à adhérent, est un fil isolé par film.
qui est recouvert d'un adhésif de liaison supplémentaire.
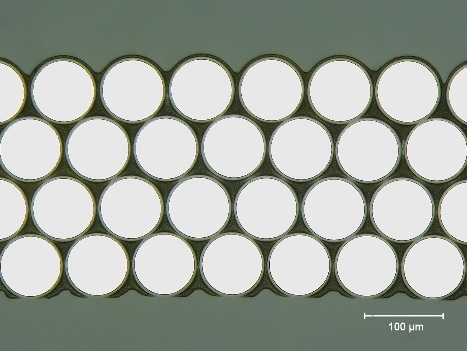
Après avoir activé la couche de liaison, les spires individuelles de la bobine sont liées ensemble pour produire des bobines autoportantes ("bobines à air" sans bobine) ou des bobines spéciales pour un traitement ultérieur.
L'utilisation de fil émaillé auto-liant offre des avantages par rapport aux fils conventionnels.
Le fil émaillé dans certaines applications de bobinage, éliminant le besoin de bobines ainsi que les étapes de rubanage ou de vernissage. Dans de nombreuses applications telles que les haut-parleurs haute puissance ou les petits moteurs, le fil auto-liant peut améliorer les performances et la fiabilité. Une propriété importante d'un fil auto-liant est la stabilité thermique de la bobine enroulée à des températures plus élevées. Une couche de liaison thermoplastique deviendra molle à des températures plus élevées et commencera à perdre sa force de liaison, mais pourrait également être traitée, par exemple, pour former une autre forme de bobine et être recollée à une température plus élevée.
Une couche de liaison thermodurcissable a des propriétés de résistance à la chaleur plus élevées, de sorte qu'elle perdra sa force d'adhérence uniquement à une température qui détruira l'émail.

En raison de l'application supplémentaire d'une couche de liaison, les fils auto-liants sont plus chers que les fils normaux, ce qui est compensé par la valeur ajoutée.
L'activation de la couche de liaison peut être réalisée avec de la chaleur, ou dans certains cas un solvant, ou une combinaison des deux.
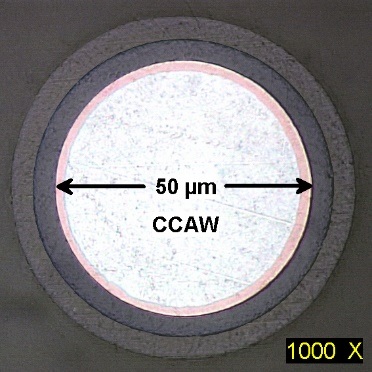
Elektrisola produit des fils auto-liants d'un diamètre de 0,010 à 0,50 mm
En plus du cuivre comme matériau conducteur, d'autres alliages sont disponibles, tels que l'aluminium ou l'aluminium plaqué de cuivre pour les bobines légères ou les conducteurs à haute résistance à la traction pour une meilleure durabilité
Les types de fils auto-liants peuvent être différenciés par la base chimique de leurs revêtements, principalement par leurs propriétés thermiques, par leurs propriétés techniques et par la méthode de liaison préférée.
Les types de fils auto-liants de base proposés dans le monde présentent des différences principalement expliquées par l'historique de leur développement. C'est pourquoi Elektrisola propose des types de fils auto-liants pour les 3 principaux continents
En Asie, des couches de liaison spéciales haute performance formulées pour une utilisation dans des applications asiatiques spécifiques sont également proposées.
En plus des types d'émail auto-liant standard, ELEKTRISOLA dispose de son propre développement d'émail auto-liant certifié pour des applications spéciales. Par exemple, dans les tailles de fils fins, des types d'émaux auto-liants spécialisés à très haute température sont maintenant disponibles, qui peuvent être enroulés avec des bobineuses à air chaud automatisées pour un traitement rapide et rentable offrant un avantage majeur aux clients d'Elektrisola.
Le processus de production d'un fil thermo-adhérent est similaire à un fil isolé par film normal
mais nécessite 2 applicateurs d'émail, un pour le revêtement d'isolation électrique et un pour le bondcoat.
L'adhésif de couche de liaison à l'extérieur d'un fil auto-liant peut être activé par la chaleur ou avec des produits chimiques. Ces méthodes de collage sont décrites ci-dessous.
Collage thermique / thermique:
Tous les bondcoats Elektrisola peuvent être activés par la chaleur, soit en dirigeant de l'air chaud sur le fil pendant l'enroulement, en chauffant au four la bobine enroulée, ou en appliquant un courant électrique à la bobine enroulée une fois le cycle d'enroulement terminé. Dans l’un quelconque de ces exemples, le principe est de chauffer l’enroulement légèrement au-dessus de la température de fusion de la couche de liaison afin d’activer la couche de liaison et de lier les fils entre eux.
Le collage à l'air chaud pendant le bobinage présente l'avantage d'éliminer l'opération de collage secondaire. Cette méthode est rentable et principalement utilisée pour les fils de diamètre inférieur à 0,200 mm. Cette méthode est devenue beaucoup plus populaire au cours des dernières années suite au développement de types d'émail auto-liant à ultra haute température.
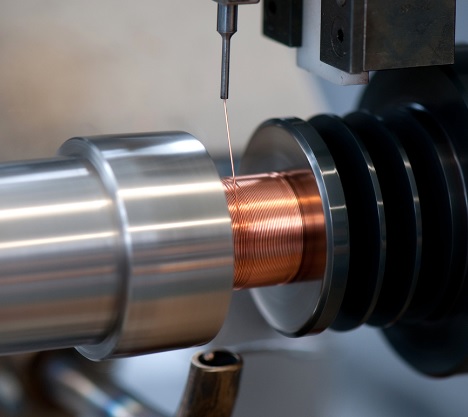
Le collage à l'air chaud
La liaison au four est réalisée en chauffant la bobine enroulée, qui reste encore sur un montage ou un outillage, dans un four à une température et un temps appropriés suffisants pour obtenir un chauffage uniforme dans tout l'enroulement suivi d'un cycle de refroidissement. Le temps de chauffage est généralement de 10 à 30 minutes, selon la taille du serpentin. Les inconvénients du collage au four sont le temps de collage plus long, les étapes de processus supplémentaires, ainsi que le besoin potentiel de nombreux appareils de bobinage.
La liaison par résistance est réalisée en appliquant un courant électrique à la bobine finie pour la chauffer électriquement par résistance à la température de liaison appropriée. La tension et le temps de liaison dépendent de la taille du fil et de la conception de la bobine, et devront donc être développés expérimentalement pour chaque application spécifique. Cette méthode présente les avantages d'être rapide et de générer une distribution de chaleur assez uniforme. Il est généralement utilisé pour les fils de plus de 0,200 mm d'épaisseur.
Collage au solvant:
Certaines couches de liaison peuvent être activées en appliquant des solvants spécifiés pendant le processus d'enroulement de la bobine. L'application du solvant, généralement via un feutre saturé pendant le bobinage ("Wet Winding"), rend la couche de liaison très molle. Ce processus nécessite l'utilisation d'un appareil pour maintenir la bobine en place pendant que le solvant sèche et que les fils collent ensemble. Ensuite, la bobine doit être chauffée dans un cycle de four pour évaporer tout solvant résiduel qui, s'il est laissé dans la bobine, pourrait provoquer une défaillance à long terme de la bobine, ainsi que pour terminer le processus de durcissement de l'adhésif pour une force de liaison optimale.
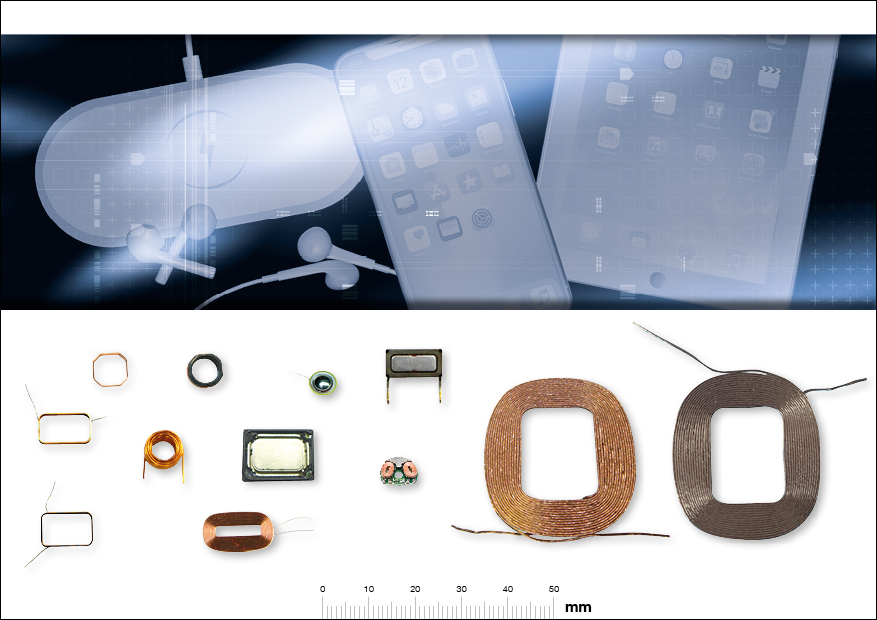
Téléphone portable

Automobile
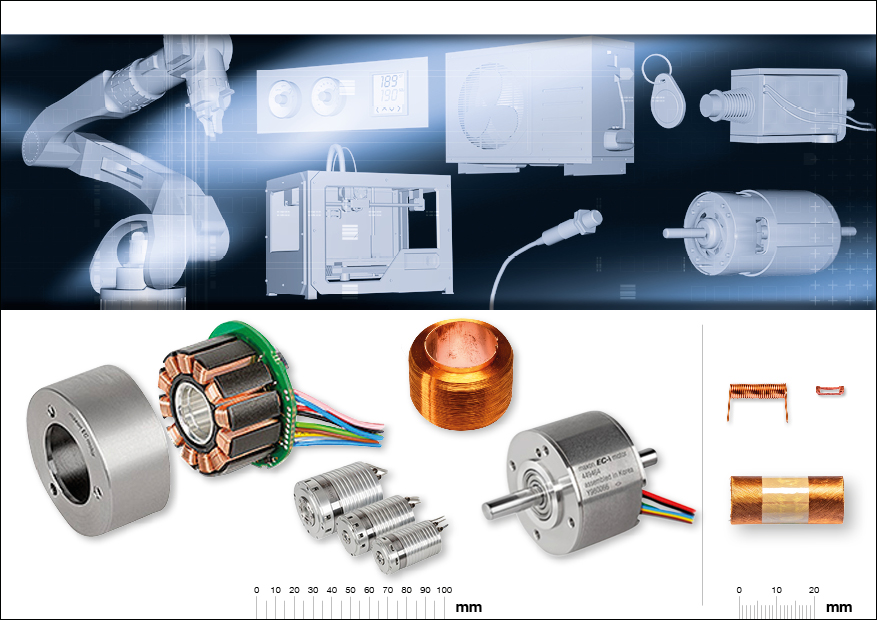
Industriel

Identification

Appareil

Consommateur

Montres

Ordinateurs

Médical
L'utilisation de fils magnétiques auto-liants offre de multiples avantages aux clients:
- Élimine le besoin de bobines
- Pas besoin de ruban adhésif ou de vernis
- Moins de manipulation dans le processus
- Réduction des temps de cycle totaux
- Performance améliorée
- Faible impact environnemental